Sulfur to Sulfuric Acid for SSP Production: Complete Process Design, Equipment Selection and Cost Analysis
- 2026-02-26
In the manufacturing of Single Super Phosphate (SSP), the upstream acid section determines everything that follows — product quality, operating cost, environmental compliance, and long-term plant stability. Among all technical stages, Sulfur to Sulfuric Acid for SSP Production is the core chemical pathway that transforms elemental sulfur into the key reactant required for phosphate rock acidulation.
Many fertilizer investors focus heavily on granulation and finishing systems, yet experienced engineers understand that the sulfuric acid section is where efficiency is either gained or permanently lost. In this guide, we will walk through the complete process design, equipment selection logic, and realistic cost considerations behind Sulfur to Sulfuric Acid for SSP Production, based on practical plant experience rather than textbook theory.
1. Why Sulfuric Acid Is Critical in SSP Manufacturing
SSP is produced by reacting phosphate rock with sulfuric acid, and the efficiency of Sulfur to Sulfuric Acid for SSP Production directly determines acid quality and consistency. The stability and concentration of acid directly influence:
- Reaction conversion rate
- Free acid content
- Gypsum crystal formation
- Final P₂O₅ availability
This means that the quality of Sulfur to Sulfuric Acid for SSP Production directly impacts downstream granulation performance and product market competitiveness.
From an operational standpoint, producing sulfuric acid on-site instead of purchasing it externally reduces transportation risk, lowers long-term costs, and gives the plant full control over acid concentration.
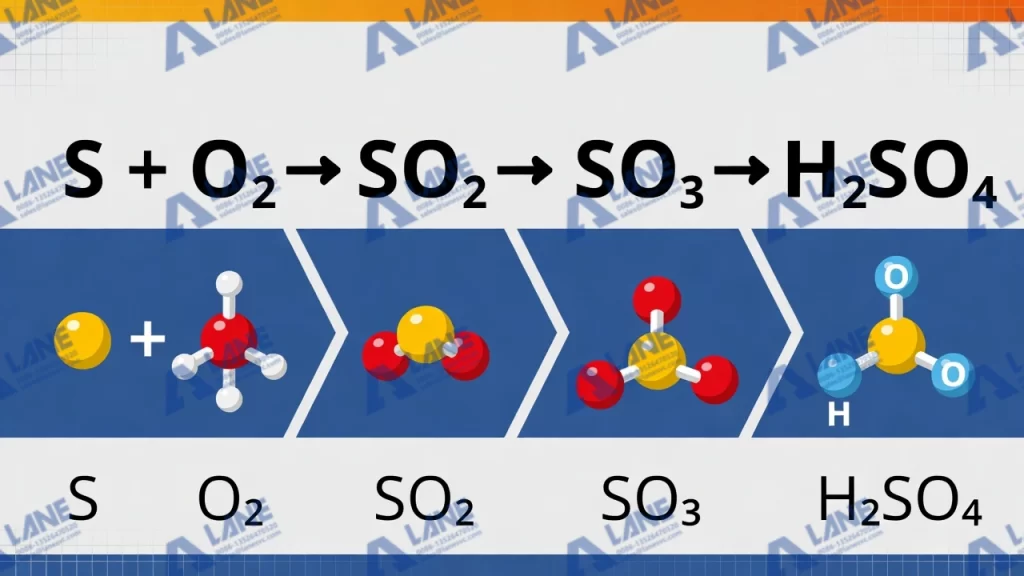
2. Complete Process Flow: From Sulfur to Sulfuric Acid
A modern sulfur-burning acid plant for SSP typically follows the double-contact double-absorption (DCDA) process. The major stages include:
2.1 Sulfur Melting and Filtration
Solid sulfur is melted at controlled temperature (around 120–140°C) and filtered to remove ash and impurities. Clean molten sulfur ensures stable combustion and protects downstream catalysts.
2.2 Sulfur Combustion
Molten sulfur is sprayed into a sulfur furnace where it burns with dry air to form SO₂. Combustion control is critical here — excess air reduces efficiency, insufficient air affects conversion rate.
2.3 Gas Cooling and Cleaning
Hot SO₂ gas passes through waste heat boilers and gas cleaning systems. This stage recovers energy while protecting catalytic beds from dust and moisture.
2.4 Catalytic Conversion (SO₂ to SO₃)
Using vanadium-based catalysts, SO₂ is converted into SO₃ in multi-layer converters. Temperature control is everything in this stage. Poor heat balance means poor conversion efficiency.
2.5 Absorption
SO₃ is absorbed into concentrated sulfuric acid to produce H₂SO₄ at 98% concentration, ideal for SSP acidulation.
Each of these stages must be engineered precisely for efficient Sulfur to Sulfuric Acid for SSP Production, especially when integrated directly with an SSP production line.
3. Equipment Selection: Practical Engineering Considerations
Choosing equipment is not just about capacity. It’s about durability, corrosion resistance, and long-term operating cost.
Key Equipment Includes:
- Sulfur melting tank with steam coil system
- Sulfur burner and combustion furnace
- Waste heat boiler
- Multi-bed converter
- Drying and absorption towers
- Acid circulation pumps and storage tanks
In real projects, we often see investors underestimate corrosion factors. Acid plants operate in extremely aggressive environments. Material selection (carbon steel + acid-resistant lining, alloy steel, or brick lining) directly affects plant life cycle.
When designing Sulfur to Sulfuric Acid for SSP Production, integration with the SSP reactor section must also be considered. Acid supply must remain stable in both pressure and concentration to avoid inconsistent acidulation.

4. Cost Analysis: What Investors Should Expect
Cost varies depending on capacity, automation level, and environmental standards. However, a sulfur-based acid plant generally offers:
- Lower long-term operating cost compared to buying acid
- Heat recovery energy benefits
- Stable supply security
Investment cost usually accounts for 25–35% of a full SSP project budget. But over 3–5 years, self-produced acid significantly improves overall ROI.
When evaluating Sulfur to Sulfuric Acid for SSP Production, serious investors should focus on:
- Catalyst life cycle
- Heat recovery efficiency
- Emission compliance standards
- Maintenance accessibility
Short-term savings in equipment quality often lead to long-term operational losses.
5. Environmental and Safety Considerations
Modern acid plants must comply with strict SO₂ emission standards. The DCDA process can achieve over 99.7% conversion efficiency when properly managed.
Gas sealing systems, tail gas treatment, and automated monitoring systems are no longer optional — they are mandatory for sustainable operation.
In practical terms, a well-designed Sulfur to Sulfuric Acid for SSP Production system should be:
- Energy-efficient
- Emission-compliant
- Easy to maintain
- Scalable for future expansion
6. FAQ Section
Q1: Is it better to buy sulfuric acid or produce it on-site?
For small-scale SSP plants, purchasing acid may seem simpler. However, for medium and large capacities, on-site Sulfur to Sulfuric Acid for SSP Production reduces long-term cost and improves operational stability.
Q2: What sulfur purity is required?
Typically, sulfur purity above 99.5% is recommended. Impurities can reduce catalyst efficiency and increase maintenance frequency.
Q3: How long does a sulfuric acid plant last?
With proper material selection and maintenance, the core system can operate reliably for 15–20 years.
Q4: Can the acid plant be expanded later?
Yes. Modular converter and absorption systems allow staged capacity upgrades if designed correctly from the beginning.
7. LANE: Engineering Expertise in Acid and Fertilizer Integration
At LANE, we understand that Sulfur to Sulfuric Acid for SSP Production is not an isolated system — it is part of a complete fertilizer ecosystem. Our engineering team focuses on:
- Integrated SSP + sulfuric acid plant design
- Optimized heat recovery systems
- Reliable material selection for corrosion resistance
- Stable acid supply matching reactor demand
Rather than offering standard templates, we evaluate raw material characteristics, local environmental standards, and client budget targets before proposing technical solutions. This practical engineering approach reduces hidden risks and improves long-term plant profitability.
Final Thoughts
In SSP manufacturing, upstream chemistry defines downstream profitability. A well-designed Sulfur to Sulfuric Acid for SSP Production system ensures stable acid concentration, high conversion efficiency, and regulatory compliance.
For investors aiming to build competitive SSP projects, understanding the complete process — from sulfur melting to final absorption — is not optional. It is foundational.
Technical precision in this stage does not just improve product quality. It protects your investment for decades.
If you are planning an SSP project or upgrading an existing plant, evaluating your sulfuric acid section carefully may be the smartest engineering decision you make.

For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520




